
Adaptive Control of Ball Mill Grinding Circuits
Efficient control of grinding circuits in mineral processing is essential to optimize throughput, energy consumption, and product quality. This paper proposes an adaptive control strategy for a ball mill and hydrocyclone circuit, with pump speed and process water as manipulated variables. The approach dynamically adjusts process parameters such as recirculating load and slurry density to maintain target throughput and minimize disturbances. Adaptive parameter learning is incorporated to account for system variability, ensuring that control remains effective under changing conditions. A simulation study demonstrates the effectiveness of this control strategy, showing convergence to target load and throughput values while minimizing water usage and energy consumption.
Introduction
Grinding circuits are crucial components in mineral processing plants, responsible for size reduction and preparing ore for subsequent separation processes. However, these circuits are challenging to control due to complex interactions between variables, nonlinear dynamics, and disturbances caused by ore variability. Traditionally, linear control methods such as Proportional-Integral-Derivative (PID) controllers have been employed, but they struggle with the nonlinear and time-varying nature of grinding circuits.
In this paper, we explore adaptive control as a solution to address these challenges. Specifically, we propose an adaptive control framework for a ball mill-hydrocyclone circuit that adjusts key parameters in real time based on feedback from the process. The manipulated variables include pump speed, which regulates hydrocyclone pressure, and process water, which controls slurry density. Adaptive learning mechanisms allow the system to respond dynamically to disturbances and maintain efficient operation.
System Description
In this study, the grinding circuit is structured to efficiently reduce ore particle size and achieve targeted separation, using a ball mill, hydrocyclones, recirculating load management, pump speed regulation, and process water adjustment.
The ball mill plays a primary role in size reduction, utilizing rotating balls to grind ore particles to finer sizes suitable for subsequent separation stages. The efficiency of this grinding process is crucial for the overall performance of the circuit. After grinding, the slurry moves to a hydrocyclone cluster, which separates particles by size through centrifugal force. Larger, coarser particles are directed to the underflow, while finer particles move to the overflow, allowing only particles of the desired size to proceed further in the process.
To maintain optimal grinding and separation, a portion of the material, known as the recirculating load, exits the hydrocyclone underflow and is fed back into the ball mill for further grinding. Managing this recirculating load is essential, as it influences particle size distribution, mill efficiency, and throughput. A high recirculating load may indicate that particles are not being adequately reduced to the desired size in a single pass.
Pump speed control further optimizes this process by adjusting the pressure in the hydrocyclone cluster, which in turn affects particle separation. Higher pressure generally promotes finer particle separation, while lower pressure results in coarser separation. Through pump speed adjustments, the system can maintain the desired particle size distribution within the hydrocyclones.
Finally, process water control adjusts slurry density, impacting both the grinding efficiency in the ball mill and the separation efficiency in the hydrocyclones. By managing slurry density, the circuit prevents issues such as hydrocyclone blockages and enhances separation accuracy.
The primary goal of this circuit is to maintain the recirculating load and throughput at predefined setpoints while minimizing energy and water consumption. Achieving this balance is vital for efficient and cost-effective operations, as it reduces operational costs and minimizes environmental impact. Pump speed and process water adjustments allow the system to adapt to variations in ore properties and operational requirements, promoting overall efficiency and stability in the grinding circuit.
Control Strategy
The control strategy for this grinding circuit is designed to adaptively manage the variables influencing the circuit’s performance, ensuring that the system can handle changes in ore properties, disturbances, and operational conditions. This strategy centres on an adaptive control framework, manipulated variables, and adaptive parameter learning.
. Adaptive Control Framework
In the adaptive control framework, the system continuously adjusts both pump speed and process water flow based on real-time errors in recirculating load and slurry density. Specifically, when the actual recirculating load or slurry density deviates from the target, the controller makes incremental adjustments to correct these errors. This framework goes beyond static control by incorporating adaptive learning, allowing parameters associated with throughput, hydrocyclone underflow rate, and disturbance handling to dynamically evolve in response to operational data. This adaptability ensures that the grinding circuit maintains optimal performance despite fluctuations in ore characteristics or unexpected disturbances.
. Manipulated Variables
The adaptive control strategy leverages two key manipulated variables. First, pump speed is controlled to regulate hydrocyclone pressure, which in turn influences the underflow rate. By adjusting the pump speed, the controller can finely tune the particle size distribution in the hydrocyclone underflow, ensuring the correct particle sizes are recirculated to the ball mill for further grinding. Second, the water flow rate is modulated to adjust slurry density, directly affecting the separation efficiency within the hydrocyclones. Proper slurry density is crucial for achieving effective separation and preventing hydrocyclone inefficiencies or blockages.
. Adaptive Parameter Learning
To enhance adaptability, the system dynamically updates three critical parameters: alpha, beta, and gamma. The parameter alpha is associated with ball mill throughput, helping the control system to maintain steady throughput levels by adjusting to the circuit’s grinding demands. The parameter beta affects the hydrocyclone underflow rate, adjusting for optimal particle separation and recirculating load control. Lastly, gamma serves as a disturbance adjustment factor, allowing the system to respond to random variations in ore characteristics or operational conditions. These parameters are refined in real-time through gradient-based learning algorithms, allowing the system to adapt to ongoing changes in ore properties and environmental disturbances, ensuring continuous, optimal circuit performance.
Mathematical Models
The mathematical models of the grinding circuit describe the behaviour of the ball mill and hydrocyclone cluster based on operational parameters, feed rates, and disturbance factors. These models form the foundation for the control strategy by capturing how throughput, separation, and underflow rates respond to changes in the manipulated variables.
. Ball Mill Model
The ball mill model estimates the system’s throughput based on the feed rate, recirculating load, and random disturbances. The throughput, , is expressed as a linear function:

where:
 represents the ball mill throughput at time t, which is the quantity of material processed by the ball mill per unit time.
represents the ball mill throughput at time t, which is the quantity of material processed by the ball mill per unit time.
 is the feed rate, the quantity of fresh ore fed into the circuit.
is the feed rate, the quantity of fresh ore fed into the circuit.
 is the recirculating load, or the portion of material that is sent back to the ball mill for additional grinding.
is the recirculating load, or the portion of material that is sent back to the ball mill for additional grinding.
 is a throughput constant that characterizes the effectiveness of the ball mill in processing material under given conditions.
is a throughput constant that characterizes the effectiveness of the ball mill in processing material under given conditions.
 is a Gaussian noise term representing random disturbances that affect throughput, with \gamma serving as a scaling factor to quantify the impact of these disturbances.
is a Gaussian noise term representing random disturbances that affect throughput, with \gamma serving as a scaling factor to quantify the impact of these disturbances.
This model helps predict how variations in feed rate and recirculating load influence throughput and how the system might react to unexpected disturbances.
This model helps predict how variations in feed rate and recirculating load influence throughput and how the system might react to unexpected disturbances.
. Hydrocyclone Model
The hydrocyclone model defines the relationship between the underflow rate, separation efficiency, pump speed, and slurry density. It consists of three equations that describe hydrocyclone pressure, separation efficiency, and underflow rate.
The hydrocyclone pressure,  , is modeled as a function of the pump speed, S\left(t\right):
, is modeled as a function of the pump speed, S\left(t\right):

This equation indicates that hydrocyclone pressure increases proportionally with pump speed, which in turn influences particle separation.
Separation efficiency, E\left(t\right), reflects the system’s ability to segregate particles by size, depending on the slurry density  :
:

Here,  increases when the slurry density is near the optimal value of 1.2, contributing to improved separation efficiency. This efficiency is important for ensuring that fine particles advance through the process while larger particles are recirculated for further grinding.
increases when the slurry density is near the optimal value of 1.2, contributing to improved separation efficiency. This efficiency is important for ensuring that fine particles advance through the process while larger particles are recirculated for further grinding.
The underflow rate,  , represents the rate at which material flows through the hydrocyclone underflow. This rate depends on the hydrocyclone pressure, separation efficiency, and an underflow constant
, represents the rate at which material flows through the hydrocyclone underflow. This rate depends on the hydrocyclone pressure, separation efficiency, and an underflow constant  :
:

where scales with both and , reflecting how adjustments in pump speed or slurry density alter the flow of material in the underflow.
Overall, these models enable the control system to predict the behaviour of the ball mill and hydrocyclones under various operating conditions, supporting real-time adjustments to maintain throughput, separation efficiency, and underflow rate at desired levels.
. Recirculating Load
In a grinding circuit, the recirculating load is often defined as the ratio of the material that returns to the ball mill (after classification in the hydrocyclone) to the fresh feed entering the circuit. It represents the portion of the mill’s output that is cycled back for further grinding. The recirculating load formula is typically expressed as:

Or, in terms of percentage:

Where:
 is the rate of the material directed back to the ball mill from the hydrocyclone underflow.
is the rate of the material directed back to the ball mill from the hydrocyclone underflow.
 is the rate at which new, unprocessed material enters the grinding circuit.
is the rate at which new, unprocessed material enters the grinding circuit.
This ratio is essential for understanding the circuit’s efficiency, as a higher recirculating load means more material is being reprocessed, which can either improve particle size control or indicate inefficiency, depending on the circuit design.
Simulation Study
The simulation study is conducted to evaluate the effectiveness of the adaptive control strategy under specified operational conditions, focusing on the regulation of recirculating load and throughput in a grinding circuit over a series of time steps. The control algorithm modulates pump speed, water flow, and adaptive parameters to correct errors in load, density, and throughput in real time.
. Simulation Setup
The simulation runs for 300 discrete time steps to observe the system’s dynamic response and stability over an extended period. The target values for the simulation are a recirculating load of 300 tons per hour and a throughput of 250 tons per hour, which represent optimal operating conditions for the grinding circuit.
The initial setup assumes a pump speed of 0.5 and a slurry density of 1.2 kg/L. These starting values are chosen to reflect typical operational settings in mineral processing circuits. Small adaptive learning rates are applied to the system parameters to enable gradual adjustments, allowing for smooth convergence towards the target conditions without causing oscillations or instability.
. Control Algorithm
The control algorithm implements feedback adjustments for pump speed and water flow to address deviations in recirculating load and slurry density, alongside adaptive updates to key parameters to account for throughput and disturbance variations.
The pump speed,  , is modified at each time step based on the recirculating load error. If the load deviates from the target, the pump speed is adjusted proportionally:
, is modified at each time step based on the recirculating load error. If the load deviates from the target, the pump speed is adjusted proportionally:

where  is the proportional gain for pump speed, and the load error represents the difference between the target and actual recirculating load. This adjustment ensures that changes in the recirculating load are promptly countered by the pump speed, stabilizing the material flow rate in the hydrocyclone.
is the proportional gain for pump speed, and the load error represents the difference between the target and actual recirculating load. This adjustment ensures that changes in the recirculating load are promptly countered by the pump speed, stabilizing the material flow rate in the hydrocyclone.
The water flow rate,  , is updated in response to slurry density error to maintain optimal separation efficiency in the hydrocyclone. The density error, calculated as the deviation from the target slurry density, guides the adjustment:
, is updated in response to slurry density error to maintain optimal separation efficiency in the hydrocyclone. The density error, calculated as the deviation from the target slurry density, guides the adjustment:

where  is the proportional gain for water flow. By modulating water flow, the system controls slurry density to improve the separation of particles by size, enhancing hydrocyclone performance.
is the proportional gain for water flow. By modulating water flow, the system controls slurry density to improve the separation of particles by size, enhancing hydrocyclone performance.
The system dynamically adjusts three parameters –, , and  – to respond to throughput and load errors, allowing the model to adapt to changing ore properties and disturbance conditions:
– to respond to throughput and load errors, allowing the model to adapt to changing ore properties and disturbance conditions:
Throughput Constant, : Updated based on the throughput error, which reflects deviations from the target throughput. This parameter adjustment ensures that the system adapts to variations in ore grindability or mill efficiency:

where  is a small learning rate that governs the speed of adjustment.
is a small learning rate that governs the speed of adjustment.
Underflow Rate Constant, : Adjusted in response to load error to optimize the hydrocyclone underflow rate and maintain the desired recirculating load:

where  is the learning rate for this parameter. Modifying allows the system to adapt to varying underflow conditions.
is the learning rate for this parameter. Modifying allows the system to adapt to varying underflow conditions.
Disturbance Factor, : Updated based on the absolute value of the load error, allowing the model to account for random disturbances in the circuit:

where  is the learning rate for disturbance adjustments. This parameter helps the control system better respond to random fluctuations in ore properties or operational conditions.
is the learning rate for disturbance adjustments. This parameter helps the control system better respond to random fluctuations in ore properties or operational conditions.
Through these incremental updates, the control algorithm enables the system to respond adaptively, ensuring that throughput and recirculating load remain close to their targets while minimizing oscillations and achieving smooth convergence. This approach demonstrates the potential of adaptive control for optimizing grinding circuit performance under variable operating conditions.
Results and Discussion
The simulation results validate the effectiveness of the adaptive control strategy in regulating the recirculating load and throughput of the grinding circuit, even under varying conditions and disturbances. By dynamically adjusting pump speed and water flow, the control system successfully stabilizes the circuit, ensuring consistent performance and reliable particle size distribution. This adaptive approach addresses challenges that traditional control methods face when dealing with disturbances in mineral processing, such as changes in feed characteristics or fluctuations in water supply.
. Convergence of Recirculating Load and Throughput
The recirculating load and throughput values converge smoothly to their target values within a few simulation steps. Rapid convergence highlights the responsiveness and precision of the adaptive control system. Once the targets are reached, the system maintains them with minimal deviation, demonstrating that the control strategy effectively balances material flow within the circuit. The rapid convergence reduces transient periods, enhancing throughput consistency and improving overall circuit efficiency. This stability is essential for downstream processing, as it ensures that particle size and quality remain within optimal ranges, contributing to efficient separation and product quality in the mineral processing plant.
. Adaptive Parameter Behaviour
Throughout the simulation, the parameters  , and adapt smoothly to changes in operating conditions. This adaptive adjustment is particularly important because grinding circuits are subject to ongoing fluctuations in ore properties, such as mineral hardness and particle size distribution. The parameter \alpha, associated with throughput, adjusts in response to feed rate variations to ensure stable mill performance. The parameter , which influences the hydrocyclone underflow rate, dynamically shifts to maintain the target recirculating load, compensating for changing material flow patterns. Meanwhile, responds to disturbances by adjusting the control’s sensitivity to load fluctuations, thus maintaining robustness against random variations. The smooth evolution of these parameters, achieved through small, gradient-based updates, ensures that the control strategy remains reliable and avoids abrupt shifts that could destabilize the circuit.
, and adapt smoothly to changes in operating conditions. This adaptive adjustment is particularly important because grinding circuits are subject to ongoing fluctuations in ore properties, such as mineral hardness and particle size distribution. The parameter \alpha, associated with throughput, adjusts in response to feed rate variations to ensure stable mill performance. The parameter , which influences the hydrocyclone underflow rate, dynamically shifts to maintain the target recirculating load, compensating for changing material flow patterns. Meanwhile, responds to disturbances by adjusting the control’s sensitivity to load fluctuations, thus maintaining robustness against random variations. The smooth evolution of these parameters, achieved through small, gradient-based updates, ensures that the control strategy remains reliable and avoids abrupt shifts that could destabilize the circuit.
. Discussion on the Practical Implications
In mineral processing, grinding circuits play a central role in determining product quality and maximizing plant efficiency. Traditional control methods, while effective under static conditions, often struggle with dynamic disturbances. Common disturbances include changes in feed composition, which affect grinding efficiency, and fluctuations in process water availability, which can impact slurry density and particle separation efficiency. Equipment wear, another frequent issue, alters system dynamics over time, necessitating continuous tuning for optimal performance.
The proposed adaptive control strategy addresses these challenges by continuously updating system parameters through real-time feedback. This capability enables the control system to adjust its settings in response to fluctuations in feed characteristics and other disturbances, maintaining consistent process performance without manual intervention. The automated adjustments to pump speed and water flow help maintain optimal slurry density and particle separation, reducing energy and water usage. Over time, this adaptability contributes to more sustainable operations by reducing resource consumption and enhancing overall process stability.
The results of this simulation demonstrate that the adaptive control strategy can significantly improve grinding circuit performance, suggesting that its implementation in mineral processing plants could yield similar benefits. By maintaining stable recirculating load and throughput, the adaptive control system minimizes process variability, which ultimately improves downstream separation processes and product quality. This study highlights the potential of adaptive control as a valuable tool for modern mineral processing, paving the way for future developments in intelligent, responsive process control.
Control Algorithms
The control algorithms for pump speed and water flow adjustments are designed to maintain stable recirculating load and optimal slurry density, ensuring that the grinding circuit operates efficiently. Each control mechanism is based on a proportional controller that adjusts key variables in response to deviations from target values, minimizing process instability and improving particle separation.
. Pump Speed Adjustment
The pump speed is modulated through a proportional control algorithm, which responds directly to the error in the recirculating load. The objective is to adjust the pump speed whenever there is a discrepancy between the desired and actual recirculating load. By doing so, the controller ensures that the hydrocyclone operates at a consistent pressure, which is essential for maintaining effective particle separation.
The control law for pump speed adjustment is:

where:
 is the proportional gain specific to the pump speed control. This gain determines the sensitivity of the pump speed to variations in the recirculating load, with higher values resulting in faster adjustments.
is the proportional gain specific to the pump speed control. This gain determines the sensitivity of the pump speed to variations in the recirculating load, with higher values resulting in faster adjustments.
 is calculated as the difference between the target recirculating load (setpoint) and the actual recirculating load. This error drives the control action, with positive or negative values leading to respective increases or decreases in pump speed.
is calculated as the difference between the target recirculating load (setpoint) and the actual recirculating load. This error drives the control action, with positive or negative values leading to respective increases or decreases in pump speed.
The proportional control of pump speed enables rapid responses to load changes, keeping the material flow rate through the hydrocyclone stable and improving the circuit’s overall efficiency.
. Water Flow Adjustment
Water flow adjustment is crucial for maintaining the slurry density within the optimal range, as slurry density directly affects the separation efficiency in the hydrocyclone. To achieve this, a proportional controller is used to correct the water flow rate based on the error in slurry density, ensuring that the density remains close to the target value.
The control law for water flow adjustment is expressed as:

where:
 is the proportional gain for the water flow control. This gain factor sets the degree to which changes in water flow respond to density deviations.
is the proportional gain for the water flow control. This gain factor sets the degree to which changes in water flow respond to density deviations.
 is the difference between the target slurry density and the measured slurry density. This error indicates whether the current slurry is too dense or too diluted, prompting the controller to increase or decrease water flow accordingly.
is the difference between the target slurry density and the measured slurry density. This error indicates whether the current slurry is too dense or too diluted, prompting the controller to increase or decrease water flow accordingly.
By adjusting the water flow rate to correct density errors, this control algorithm helps optimize the particle separation within the hydrocyclone, enabling more precise classification of particles by size. This adjustment also minimizes over- or under-utilization of water, contributing to more sustainable resource usage in the grinding circuit.
Together, these control algorithms form an integrated system for managing key variables within the grinding circuit. The proportional adjustments to pump speed and water flow rate allow the system to remain stable even as feed characteristics and disturbances vary, ensuring consistent circuit performance and improved efficiency in mineral processing operations.
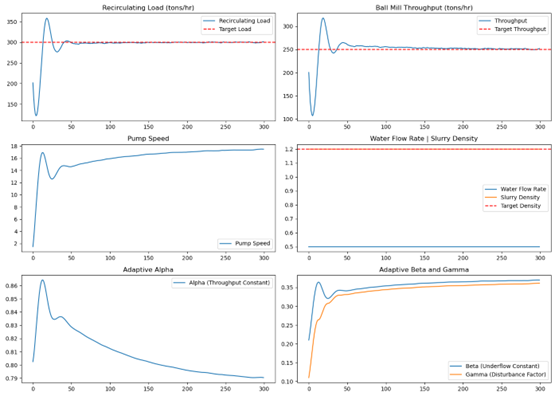
Fig. 1 Simulated response of the adaptive control strategy
Conclusion
This paper presents a comprehensive adaptive control strategy designed to optimize and stabilize the grinding circuit operations in mineral processing, specifically within a setup involving a ball mill and hydrocyclone cluster. The proposed framework uses real-time feedback to make precise adjustments to critical variables, including process water flow and pump speed, to ensure consistent recirculating load, slurry density, and mill throughput. Through continuous adaptive updates to control parameters particularly those that govern throughput, hydrocyclone efficiency, and disturbance effects the system dynamically responds to the nonlinear and variable nature of the grinding process.
The adaptive control system demonstrated in this work provides considerable operational advantages. By automatically learning from real-time data and adjusting to changes in process conditions, the framework significantly enhances circuit stability, even when ore characteristics fluctuate or when external disturbances occur. This adaptive learning minimizes the need for manual adjustments and reduces downtime, thereby improving grinding efficiency. Such efficiency gains directly translate to energy savings and higher product quality, as the adaptive framework consistently aligns process conditions with target parameters. Moreover, the ability to control slurry density and maintain target recirculating loads supports consistent separation efficiency in subsequent processes, such as flotation or leaching, which enhances the productivity and product quality of the mineral processing plant.
Additionally, the adaptive control strategy proves highly flexible, making it well-suited for modern mineral processing environments where feed compositions are prone to frequent changes due to variability in upstream mining operations. By optimizing pump speed and water flow, the system reduces excessive energy consumption caused by over- or under-pumping, thereby offering a more energy-efficient and sustainable solution.
. Future Directions
While the current simulation serves as robust proof of concept, several promising avenues exist for further research and development. One potential improvement lies in the integration of nonlinear state estimators, such as Extended Kalman Filters (EKF) or Moving Horizon Estimators (MHE). These estimators would enhance the control system’s performance by providing more accurate, real-time estimates of unmeasured variables, such as internal tank levels or ore grindability, which are critical to optimizing grinding circuit performance. In practice, these estimators could complement the adaptive framework by improving the system’s ability to predict and respond to changes in process behavior.
Another area for development involves incorporating multi-objective optimization algorithms. By balancing competing objectives, such as maximizing throughput while minimizing energy use, the system could achieve optimal performance even under conflicting constraints. This would broaden the framework’s utility by aligning it with the industry’s drive toward sustainable and efficient mineral processing. Additionally, applying machine learning models to anticipate major disturbances could further enhance control accuracy by enabling the system to make proactive adjustments. For example, predictive models could anticipate changes in ore characteristics, allowing the control framework to adjust parameters before significant disruptions occur.
Finally, validation of this adaptive control strategy in an industrial setting would be a critical step towards its deployment. Pilot-scale testing would provide valuable insights into how well the control framework performs under real-world operating conditions, where complex and unforeseen variables may arise. Collaborating with industry partners could facilitate pilot implementations across different processing circuits, paving the way for broad-scale improvements in operational efficiency and sustainability across the mineral processing sector. These developments would not only strengthen the framework’s adaptability but also reinforce its role as a tool for sustainable advancements in mineral processing.